×ķčą░lŠ▀ėąūįų„ų¬ūR«aÖÓ║═ć°ļHĖéĀÄ┴”Ą─Ė▀╦┘┴ą▄ć«aŲĘŻ¼╠ßĖ▀Ė▀╦┘ĶF┬Ęčbéõ╝╝ąg╦«ŲĮŻ¼╬ęć°åóäė┴╦ć°╝ę“╩«ę╗╬Õ”┐Ų╝╝ų¦ō╬ėŗäØŻ¼Ųõūė╚╬äš“Ė▀╦┘┴ą▄ć▄ć¾w╣ż╦ć┴„│╠öĄūų╗»ŲĮ┼_”ų„ę¬čąŠ┐╚ń║╬į┌ę╗¾w╗»ŲĮ┼_ų¦│ųŽ┬▓╔ė├ĮYśŗ╗»╣ż╦ćįOėŗ─Ż╩Įķ_š╣Ė▀╦┘äė▄ćĮM▄ć¾w╣ż╦ćįOėŗĪŻ
ķLŲ┌ęįüĒŻ¼Ų¾śIĄ─«aŲĘįOėŗöĄō■╣▄└ĒŽĄĮy║═╣ż╦ćįOėŗöĄō■╣▄└ĒŽĄĮy╩Ū═Ļ╚½▓╗═¼Ą─ā╔╠ūŽĄĮyŻ¼ŽĄĮyų«ķgø]ėą▀MąąŠo├▄Ą─╝»│╔Ż¼╣ż╦ćįOėŗų╗─▄į┌«aŲĘįOėŗĮY╩°║¾▓┼─▄ķ_š╣Ż¼▀@ĘNöĄō■╣┬Źu║═┤«ąąįOėŗ─Ż╩Įī¦ų┬┴╦š¹éĆ«aŲĘĄ─įOėŗą¦┬╩Ą═Ž┬Ż¼ų▄Ų┌╝ėķLŻ╗╣ż╦ćįOėŗöĄō■╣▄└ĒŽĄĮy▓╔ė├ĘŪĮYśŗ╗»ĘĮ╩ĮĮM┐ŚöĄō■Ż¼¤oĘ©ī”Ąõą═╣ż╦ćĖ▀ą¦ĮĶė├ĪŻĖ▀╦┘äė▄ćĮMę“Ųõ«aŲĘĮYśŗÅ═ļsĪó┴Ń▓┐╝■öĄō■┴┐²ŗ┤¾Ą╚╠ž³cŻ¼╝▒ąĶ┤ŅĮ©ę╗╠ū─▄ē“īŹ¼Fģf═¼įOėŗĪóöĄō■į┤Įyę╗ĪóįOėŗą¦┬╩Ė▀Īó╣▄└Ē╣”─▄ÅŖĄ─╣▄└ĒŲĮ┼_Ż¼ĮŌøQöĄō■╣┬ŹuĪó┤«ąąįOėŗĄ╚å¢Ņ}Ż¼┐sČ╠äė▄ćĮMĄ─čą░lįOėŗų▄Ų┌Ż¼│ąō·ŲŲ¾śI╝ēĄ─PLMŽĄĮyĄ─┬Üž¤Ż¼ų¦ō╬äė▄ćĮM«aŲĘĄ─╚½╔·├³ų▄Ų┌╣▄└ĒĪŻ
1 įOėŗĪó╣ż╦ćę╗¾w╗»ŲĮ┼_
Teamcenter╩Ū╬„ķTūė╣½╦ŠĄ─╚½╔·├³ų▄Ų┌╣▄└ĒPLMŽĄĮyŻ¼ŽĄĮy╗∙ė┌SOA╝▄śŗįOėŗŻ¼Š▀ėą║▄║├Ą─ŽĄĮyķ_Ę┼ąįĪŻ─▄ē“ęį═Ļ╚½SOA╝▄śŗĄ─ĘĮ╩ĮŻ¼╠ß╣®PLMŽĄĮy╦∙ę¬Ū¾Ą─╣”─▄Ż¼░³└©╬─Ön╣▄└ĒĪó«aŲĘĮYśŗ╣▄└ĒĪó┼õų├╣▄└ĒĪó┴Ń▓┐╝■ĘųŅÉ╣▄└ĒĪó╣żū„┴„│╠╣▄└ĒĪóĖ³Ė─╣▄└ĒĪóĒŚ─┐╣▄└ĒĪóąĶŪ¾╣▄└ĒĄ╚Ą─«aŲĘ╚½╔·├³ų▄Ų┌╣▄└ĒŻ¼╩Ūę╗╠ū╚½Ū“ųŲįņśIæ¬ė├▒╚▌^ÅVĘ║Ą─š¹¾wĮŌøQĘĮ░ĖĪŻ
Ė∙ō■Ė▀╦┘┴ą▄ć╣ż╦ćįOėŗĄ─╠ž³cŻ¼ĮY║ŽTeamcenterĄ─TCMŻ©Teamcenter ManufactunngŻ®╣”─▄─ŻēKŻ¼╗∙ė┌å╬ę╗öĄō■į┤Ż¼└¹ė├OOTB╣”─▄║═Č■┤╬┐═æ¶╗»Č©ųŲķ_░lŻ¼üĒīŹ¼FŲ¾śIūį╝║Ą─śIäšąĶŪ¾Ż¼ŲõŲĮ┼_╣”─▄╝▄śŗ╚ńłD1╦∙╩ŠĪŻ
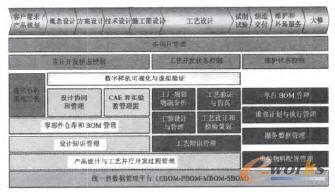
łD1 TeamcenterŲĮ┼_╝▄śŗ
TeamcenterŽĄĮyŲĮ┼_īŹ¼F┴╦įOėŗ╣ż╦ćĄ─ę╗¾w╗»╣▄└ĒŻ¼į┌╣”─▄╔Ž▓╗Ą½┐╔ęį═Ļ╚½╚Ī┤·«aŲĘįOėŗöĄō■╣▄└ĒŽĄĮy║═╣ż╦ćįOėŗöĄō■╣▄└ĒŽĄĮyŻ¼Č°Ūę▀Ć░lō]┴╦TeamcenterŽĄĮyį┌«aŲĘ╚½╔·├³ų▄Ų┌ą┼Žó╣▄└Ē╔ŽĄ─ā×ä▌Ż║
╩ūŽ╚Ż¼«aŲĘįOėŗ║═╣ż╦ćįOėŗį┌Įyę╗öĄō■į┤Ž┬╣żū„Ż¼╣ż╦ćįOėŗĤ┐╔ęį╗∙ė┌╗∙ŠĆ╣▄└Ē║▄ĘĮ▒ŃĄž║═«aŲĘįOėŗĤ▀Mąąģf═¼╣żū„Ż╗į┌«aŲĘįOėŗ▀^│╠ųą╣ż╦ćįOėŗ┐╔ęį╠ßŪ░▀Mąą┴Ń▓┐╝■Ą─╣ż╦ćąįīÅ▓ķŻ¼£╩éõ╣ż╦ćįOėŗ┘Yį┤Ą╚Ż¼ķ_š╣▓óąąįOėŗĪŻ
Ųõ┤╬Ż¼ĮYśŗ╗»╣ż╦ć┤ŅĮ©Ą─MBOMĮYśŗśõŻ¼┐╔ęįīó░ÓĮMĪó┼_╬╗Īó╣żčbĪóŖAŠ▀Ą╚┘Yį┤║═╣żą“ĻP┬ōŻ¼įOėŗ═Ļ│╔Ą─┐©Ų¼Īó╬─ÖnĄ╚Æņį┌ĮYśŗśõ╔ŽŻ¼ĘĮ▒Ń║¾└mĄ─╣ż╦ćš¹¾wĮĶė├Ą╚ĪŻ
Ą┌╚²Ż¼─▄ē“ą╬│╔╣ż╦ćįOėŗĄ─Ąõą═ų¬ūRŻ¼░čĄõą═╣ż╦ćĪóįŁą═«aŲĘ╣ż╦ćįOėŗ▒Ż┤µ×ķ─Ż░ÕŻ¼×ķ║¾└m┐ņ╦┘╣ż╦ćįOėŗ╠ß╣®┐ņ╦┘ų¦ō╬ĪŻ
2 ę╗¾w╗»ŲĮ┼_Ž┬ĮYśŗ╗»╣ż╦ćįOėŗ
2.1 Ė▀╦┘┴ą▄ć▄ć¾w╣ż╦ćįOėŗ┴„│╠
Ė▀╦┘┴ą▄ć▄ć¾w╩Ū▄ć▌vų„ꬥ─│ą▌d▓┐╝■Ż¼ę“Ųõ▀xė├Ą─▓─┘|×ķ▌p┴┐╗»║ŽĮõXą═▓─Īó┴Ń▓┐╝■öĄ┴┐ČÓĪó▀\ĀI╦┘Č╚Ą╚╝ēĖ▀Īó▀\ąąŁhŠ│Å═ļsĄ╚Ė„ĘĮ├µę“╦žŻ¼øQČ©┴╦Ė▀╦┘äė▄ćĮMĄ─╣ż╦ćĖ³×ķÅ═ļsĪŻ▒Š╬─ęįĒŚ─┐ųą─│ę╗Ė▀╦┘┴ą▄ć▄ć¾w╣ż╦ćįOėŗīŹ╩®▀^│╠×ķ╗∙ĄAŻ¼šō╩÷╚ń║╬╗∙ė┌TeamcenterįOėŗĪó╣ż╦ćę╗¾w╗»ŲĮ┼_ķ_š╣Ė▀╦┘äė▄ćĮM▄ć¾w╣ż╦ćįOėŗĪŻŲõ▄ć¾w╩ŠęŌ─Żą═╚ńłD2╦∙╩ŠĪŻ

łD2 Ė▀╦┘┴ą▄ć▄ć¾w─Żą═╩ŠęŌ
╗∙ė┌ŲĮ┼_Ą─╣ż╦ćįOėŗ┴„│╠╚ńłD3╦∙╩ŠĪŻ
łD3 ╣ż╦ćįOėŗ┴„│╠łD
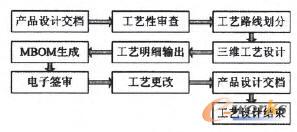
2.2 ĮYśŗ╗»╣ż╦ćöĄō■ĮM┐Ś
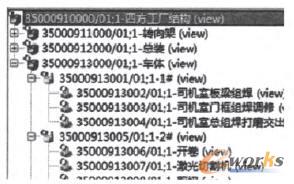
Ė▀╦┘┴ą▄ć▄ć¾w╣ż╦ć▓╔ė├ĮYśŗ╗»╣ż╦ćįOėŗŻ¼ŲõĮYśŗ×ķŻ║┐é╣ż╦ć/ūė╣ż╦ć/╣żą“╚²īėĮYśŗ╗“š▀ČÓīėŻ¼ūė╣ż╦ć░┤┤¾Ą─╣żą“ĮM┐ŚŻ¼┐é╣ż╦ć/čb┼õūė╣ż╦ć/čb┼õ╣żą“Ž┬Š∙┐╔ęįÆņ╠ōöM╝■Ż©╠ōöM╝■╩ŪųĖę“╣ż╦ćįOėŗąĶ꬯¼į┌EBOMųą▓╗┤µį┌Ż¼ė╔╣ż╦ćįOėŗĤ╠Ē╝ėĄĮPBOMųąĄ─╠ōöM┴Ń▓┐╝■Ż®Ż¼Ė„ūė╣ż╦ć═Ļ│╔║¾Ż¼ąĶīó▄ć¾wĮM│╔░lĮoš¹▄ć┐éčb┼õ╣ż╦ćĤŻ¼ė╔┐éčb┼õ╣ż╦ćĤīóŲõųĖ┼╔ĄĮī”æ¬Ą─š¹▄ćčb┼õ╣żą“╔ŽŻ¼╣ż╦ćöĄō■ĮYśŗ╚ńłD4╦∙╩ŠĪŻSFPbodyŻ║▄ć¾w┐é╣ż╦ćĪŻSFPSubProcessessAsmŻ║čb┼õūė╣ż╦ćĪŻSFVPatŻ║čb┼õ╠ōöM╝■ĪŻSFFixtureŻ║╣żčbĪŻ
łD4 ╣ż╦ćöĄō■ĮM┐Ś
2.3 ╣ż╦ć┘Yį┤╣▄└Ē
į┌╣ż╦ćįOėŗĢrŻ¼ųĖ┼╔╣ż╦ć┘Yį┤═Ļ│╔ŽÓĻP╣ż╦ćįOėŗ╩Ū▒ž▓╗┐╔╔┘Ą─Ż¼╩╣ė├Teamcenter╠ß╣®Ą─ĘųŅÉ╣▄└Ē╣”─▄Ż¼ī”╣ż╦ćįOėŗ▀^│╠ųąė├ĄĮĄ─╣żÅSĪóįOéõĪó╣żčbĪó╣żŠ▀Īó┼_╬╗Īó░ÓĮMĪó╣żŠ▀Ą╚Ė„ĘN┘Yį┤▀Mąą╣▄└ĒŻ¼ŲõųąįOéõĪó╣żčbĪó╣żŠ▀Ą╚┼c╚²ŠSöĄ─Ż▀MąąĻP┬ōŻ¼ųĖ┼╔╣ż╦ć┘Yį┤┐╔ęį▓ķ┐┤┘Yį┤╩ŪʱØMūŃ╣ż╦ćę¬Ū¾ĪŻłD5×ķĘųŅÉ╣▄└ĒųąĄ─┘Yį┤ĮYśŗśõĪŻ
łD5 ┘Yį┤ĮYśŗśõ
2.4 ╗∙ė┌┐╔ęĢ╗»ŁhŠ│Ą─╚²ŠSĮYśŗ╗»╣ż╦ćįOėŗ
æ¬ė├ĮYśŗ╗»╣ż╦ćįOėŗ─Ż╩Į▀Mąą▄ć¾w╣ż╦ćįOėŗĢrŻ¼š¹éĆ╣ż╦ćįOėŗ▀^│╠Č╝╩Ū╗∙ė┌╚²ŠSŁhŠ│═Ļ│╔Ą─ĪŻÅ─«aŲĘįOėŗļAČ╬ķ_╩╝Ż¼╣ż╦ćįOėŗĤ▒Ń╠ßŪ░Įķ╚ļģó┼cŻ¼ī”«aŲĘĄ─╣ż╦ć┐╔ąąąį▀Mąą│õĘųĄ─įu╣└Ż╗į┌įOėŗ═Ļ│╔║¾Ż¼╣ż╦ćįOėŗĤ▀Mąą«aŲĘ╣ż╦ćĄ─ūŅ║¾īÅ▓ķĪŻ
2.4.1 ╣ż╦ćąįīÅ▓ķ
į┌«aŲĘįOėŗ▀^│╠ųąŻ¼┐╔ęįĖ∙ō■▓╗═¼ļAČ╬Ż¼░čš¹éĆ«aŲĘįOėŗ▀^│╠Ęų│╔▓╗═¼Ą─│╔╩ņČ╚Ż¼╗∙ė┌ŽĄĮyĄ─╗∙ŠĆ╣▄└Ē╣”─▄Ż¼ī”▀_ĄĮę╗Č©│╔╩ņČ╚Ą─«aŲĘ░lŲ┴„│╠Ż¼▀Mąą╣ż╦ćąįīÅ▓ķŻ¼ęį▒Ń╣ż╦ćįOėŗ─▄ē“╠ßŪ░ķ_╩╝Ż¼īŹ¼F┼cįOėŗĄ─▓óąą╣żū„ĪŻī”╬┤▀_ĄĮ│╔╩ņČ╚Ą─«aŲĘŻ¼╣ż╦ćįOėŗĤ╠ßŪ░ī”▓┐Ęų┴Ń▓┐╝■┐╔ųŲįņąį▀Mąąįu╣└Ż¼╠ß│÷ßśī”╣ż╦ćĄ─«aŲĘĖ─▀MęŌęŖŻ¼ūŅ┤¾╗»Ąž£p╔┘ĘĄ╣żĪŻ
į┌ī”«aŲĘĄ─╣ż╦ćąįīÅ▓ķĢrŻ¼╣ż╦ćįOėŗĤ¤oąĶė├╚²ŠSįOėŗ╣żŠ▀┤“ķ_įŁ╩╝─Żą═Ż¼Č°╩Ū┐╔ęįų▒Įėį┌Teamcenterųąė├×gė[Ų„▓ķ┐┤ė╔įŁ╩╝╚²ŠS─Żą═▐DōQüĒĄ─JT▌p┴┐╗»─Żą═Ż¼JT─Żą═Ą─╠ž³c╩Ū╚ź│²┴╦ģóöĄ╗»Į©─ŻĄ─╠žš„ą┼ŽóŻ¼▒Ż┴¶┴╦─Żą═Ą─Äū║╬ą┼ŽóŻ¼═¼Ģr┐sąĪ┴╦─Żą═Ą─öĄō■┴┐ĪŻ╣ż╦ćįOėŗĤ░┤ššEBOMĮYśŗŻ¼┐╔ęį▀xō±╝ė▌d▓ķ┐┤ąĶę¬īÅ▓ķĄ─ī”Ž¾ĪŻ
2.4.2 Ęų┼╔╣ż╦ćįOėŗ╚╬äš
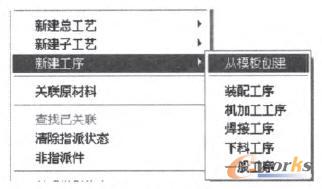
ĒŚ─┐žōž¤╣ż╦ćĤ╩ūŽ╚į┌TeamcenterŽĄĮyäōĮ©┐é╣ż╦ć╣سcŻ¼╚╗║¾Į©┴ó╣ż╦ćįOėŗ╚╬äšĢ°Ż©╚ńłD6╦∙╩ŠŻ®Ż¼Ė∙ō■▓╗═¼▓┐ŅÉ╣ż╦ćįOėŗ╚╬äšę¬Ū¾Ż¼į┘Į©┴óĖ„éĆūė╣ż╦ć╣سcŻ¼▀@ą®ūė╣ż╦ćąĶę¬Ęų┼õĄĮ▓╗═¼Ą─▓┐ŅÉžōž¤╣ż╦ćĤĪŻ░┤šš╣ż╦ćįOėŗ╚╬äšĢ°Ż¼ĒŚ─┐žōž¤╚╦░čĖ„ūė╣ż╦ćĄ─▓┘ū„╦∙ėąÖÓ▐DęŲĮožōž¤╣ż╦ćĤŻ¼═¼Ģr═©▀^ŽĄĮyĄ─ą┼ĘŌ╣”─▄Ż¼░čūė╣ż╦ćęį│¼µ£Įėą╬╩ĮĘ┼ĄĮą┼ĘŌā╚╚▌ųąŻ¼▓óī”╣ż╦ćįOėŗĄ─ę¬Ū¾▀Mąą├Ķ╩÷║¾Ęų░lĖ„éĆ▓┐ŅÉžōž¤╚╦ĪŻ╚╬äšĮė╩š╣ż╦ćĤĮėĄĮąĶę¬įOėŗūė╣ż╦ćĄ─╚╬äš║¾Ż¼═©▀^│¼µ£Įė┐╔ęį┐ņ╦┘┤“ķ_ąĶꬥ─ūė╣ż╦ć╣سcŻ¼░čūė╣ż╦ć░l╦═ĄĮųŲįņ╣ż╦ćęÄäØŲ„ųą▀MąąŽ┬ę╗▓ĮĄ─╣ż╦ćįOėŗĪŻ

łD6 ╣ż╦ćįOėŗ╚╬äšĢ°
2.4.3 ┴Ń╝■╣ż╦ćįOėŗ
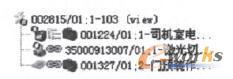
Ė▀╦┘┴ą▄ćĄ─▄ć¾w╔·«a╩ŪĖ∙ō■╣żą“üĒĮM┐ŚĄ─Ż¼┴Ń▓┐╝■Ą─╣ż╦ć╩ŪĖ·╣żą“ŽÓĻPĄ─ĪŻ╣ż╦ćįOėŗĤ▀xō±ŽÓæ¬Ą─čb┼õ╣ż╦ć╣سc╚ńŽ┬┴Ž╣żą“╗“š▀ę╗░Ń╣żą“Ż¼äōĮ©╣żą“Ą─ĘĮ╩Į╚ńłD7╦∙╩ŠĪŻ
łD7 ą┬Į©╣żą“
╣żą“äōĮ©║¾Ż¼Å─EBOMųąųĖ┼╔ąĶę¬įOėŗ╣ż╦ćĄ─┴Ń╝■Ż¼Ė∙ō■┴Ń╝■ųŲįņ╠ž³cŻ¼═¼Ģrį┌╣żą“Ž┬ųĖ┼╔ŽÓæ¬Ą─╣ż╦ć┘Yį┤Ż║╩®╣ż░ÓĮMĪó╩╣ė├įOéõĄ╚Ż¼╚ńłD8╦∙╩ŠĪŻ
łD8 ╣żą“║═─Żą═Ą╚ą┼ŽóĄ─ĻP┬ō
═©▀^į┌äōĮ©╣żą“Ģr╠ŅīæĄ─╚ńŽ┬┴Ž│▀┤ńĪó╝ė╣ż╣żĢrĄ╚ą┼ŽóŻ¼┐╔ęį╔·│╔ė├ė┌╔·«a¼Fł÷╩╣ė├Ą─╣ż╦ć┐©Ų¼Ż¼╣ż╦ć┐©Ų¼╔ŽĄ─ą┼ŽóČ╝╩Ū═©▀^╠ß╚Ī╣żą“Ą─ŽÓĻPą┼Žó║¾╔·│╔Ą─Ż¼Č°▓╗ąĶę¬═©▀^╩ų╣ż╠Ņīæą┼ŽóĪŻ╔·│╔Ą─╣ż╦ć┐©Ų¼Ż¼┐╔ęį═©▀^┼·┴┐┤“ėĪĄ─ĘĮĘ©▌ö│÷Ż¼ųĖī¦╔·«a¼Fł÷Ą─╩®╣żĪŻ╣ż╦ć┐©ą┼Žó╚ńłD9╦∙╩ŠĪŻ

łD9 ╔·│╔Ą─╣ż╦ć┐©ą┼Žó
2.4.4 čb┼õ╣ż╦ćįOėŗ
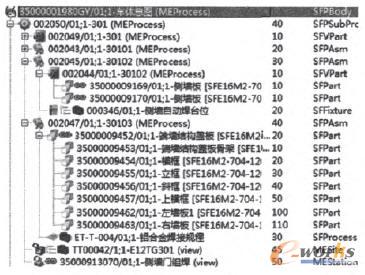
ūė╣ż╦ćųąĄ─čb┼õ╣ż╦ćįOėŗŻ¼╩ūŽ╚ąĶꬥĮŽĄĮyĄ─Ąõą═╣ż╦ć─Ż░ÕÄņųą▓ķšę╩Ūʱėą▀m║ŽĄ─Ąõą═╣ż╦ćŻ¼╚ń╣¹ėą║Ž▀mĄ─Ąõą═╣ż╦ćŻ¼ĮĶė├Ąõą═╣ż╦ćŻ¼┐ņ╦┘į┌╣żą“Ž┬╔·│╔ŽÓæ¬Ą─╣ż╦ćĮYśŗŻ¼ą▐Ė─╣żą“ģóöĄŻ¼ųĖ┼╔ąĶę¬čb┼õĄ─┴Ń▓┐╝■Ż¼Ė³ą┬čb┼õ╣ż╦ć┐©Ų¼Īó╣żū„łDĄ╚Ż╗╚ń╣¹ø]ėą║Ž▀mĄ─Ąõą═╣ż╦ćĮĶė├Ż¼─Ū├┤Š═ąĶę¬į┌╣żą“Ž┬ą┬Į©čb┼õ╣ż╦ćŻ¼ųĖ┼╔čb┼õ┴Ń▓┐╝■Ż¼įOėŗčb┼õ┴„│╠Ż¼ųĖ┼╔čb┼õ░ÓĮMĪó┼_╬╗ĪóįOéõĄ╚╣ż╦ć┘Yį┤Ż¼äōĮ©čb┼õ╣ż╦ć┐©Ų¼Ż¼ŠÄųŲ▓┘ū„ęÄ│╠Ą╚ĪŻī”ė┌čb┼õ╣ż╦ćüĒšfŻ¼╚ń╣¹┤µį┌ø]ėąįOėŗ▀^╣ż╦ćĄ─┴Ń╝■Ż¼─Ū├┤čb┼õ╣ż╦ćĤąĶę¬░č┴Ń╝■ė├ŽĄĮyą┼ĘŌ░l╦═ĄĮ┴Ń╝■╣ż╦ćĤ╠ÄŻ╗┴Ń╝■╣ż╦ćĤķ_╩╝┴Ń╝■Ą─╣ż╦ćįOėŗŻ¼═¼Ģrčb┼õ╣ż╦ćĤÖz▓ķEBOMųąĄ─Ė„éĆ┴Ń╝■╩Ūʱ═Ļ╚½ųĖ┼╔ĄĮĖ„╣żą“Ą─čb┼õ╣ż╦ćųąŻ╗╚ń╣¹╚½▓┐ųĖ┼╔Ż¼Öz╦„╩Ūʱėą╬┤░l▓╝Ą─┴Ń╝■╣ż╦ćŻ¼ų╗ėą╦∙ėąĄ─┴Ń╝■╣ż╦ćū▀ļŖūė║×īÅ┴„│╠░l▓╝║¾Ż¼čb┼õ╣ż╦ć▓┼─▄░lŲļŖūė║×īÅ┴„│╠Ż¼░l▓╝čb┼õ╣ż╦ć×ķš²╩Į░µ▒ŠĪŻ╦∙ėąĄ─ļŖūė║×īÅ┴„│╠ĮY╩°║¾Ż¼ė╔Ė„┤¾▓┐ŅÉžōž¤╣ż╦ćĤ╔·│╔MBOMŻ¼╠ß╚Ī╣ż╦ć┐©Ų¼├„╝ÜĪó╣ż╦ć╬─╝■─┐õøĄ╚Ż¼×ķMES╠ß╣®öĄō■ĪŻ
ī”ė┌čb┼õ╣ż╦ćŻ¼Ė∙ō■╣ż╦ćįOėŗĒŚ─┐╣▄└Ēųąī”Ģrķg╣سcĪó╠ßĮ╗╬’Ą─ę¬Ū¾Ż¼▀ĆąĶꬊÄīæĖ„ĘNŲõ╦¹╣ż╦ć╬─╝■Ż¼╚ńū„śIųĖī¦Ģ°Īó╣żū„łDĄ╚ĪŻ▀@ą®╣ż╦ć╬─╝■ę▓ąĶę¬▀MąąļŖūė║×īÅ║¾š²╩Į░l▓╝ĪŻ
2.4.5 ļŖūė║×īÅ
ī”ė┌╣ż╦ćįOėŗųąĄ─Ė„éĆśIäš³cŻ¼Č╝ėąŽÓæ¬Ą─ļŖūė║×īÅ┴„│╠┼cŲõī”æ¬Ż¼═Ļ│╔╣ż╦ćįOėŗ║¾Ż¼▀xųąąĶę¬ū▀┴„│╠Ą─ā╚╚▌Ż¼╚ńčb┼õ╣ż╦ćĪó┴Ń╝■╣ż╦ć╗“š▀Ųõ╦¹Ą─╣ż╦ć╬─╝■Ą╚Ż¼ą┬Į©╣żū„┴„│╠Ż¼▀xō±ī”æ¬Ą─┴„│╠Ż¼ųĖ┼╔┴„│╠ųąĖ„éĆ╣سcĄ─║×īÅ╚╦åTŻ¼╝┤┐╔░lŲ║×īÅ┴„│╠ĪŻąĶę¬║×īÅĄ─╣ż╦ćā╚╚▌Ģ■ĖĮĦį┌┴„│╠ųąŻ¼║×īÅ╣سcųąĄ─╚╦åT┐╔ęį║▄ĘĮ▒ŃĄžī”┤²║×īÅ╣ż╦ćā╚╚▌▀Mąą▓ķ┐┤ĪŻ═Ļ│╔ļŖūė║×īÅ║¾Ż¼┴„│╠ųąĄ─╣ż╦ćā╚╚▌╝┤ūįäė░l▓╝Ż¼╔·│╔š²╩ĮĄ─░µ▒ŠöĄō■ė├ė┌ųĖī¦¼Fł÷╔·«aĪŻ
3 į┌ę╗¾w╗»ŲĮ┼_Ž┬▀Mąą╣ż╦ćįOėŗīŹ╩®Ą─Į©ūh
a.ĒŚ─┐īŹ╩®ąĶꬥ├ĄĮŅIī¦Ą─ų¦│ųĪŻ
į┌ę╗¾w╗»ŲĮ┼_Ž┬īŹ╩®╣ż╦ćįOėŗŻ¼«aŲĘįOėŗ▓┐ķT║═╣ż╦ćįOėŗ▓┐ķTąĶģf═¼╣żū„Ż¼įOėŗ▓┐ķT╚ń║╬╝░ĢrĄž×ķ╣ż╦ćįOėŗ▌ö│÷öĄō■Ż¼╩╣╣ż╦ćįOėŗ─▄ē“▒MįńĄž½@Ą├öĄō■Ż¼╠ßŪ░ķ_╩╝╣żū„Ż¼▓ó╠ßĖ▀▓óąąČ╚Ą╚å¢Ņ}Ż¼Š∙ąĶę¬ŅIī¦Ą─ÅŖ┴”ų¦│ųŻ╗ī”ė┌Ė„įOėŗŁh╣ØųąĄ─ę╗ą®Č©┴xŻ©╚ń│╔╩ņČ╚ĪóūāĖ³┴┐Ą╚Ż®║═▓┐ķTķgĀÄūh▌^┤¾Ą─å¢Ņ}Ż¼Ė³ąĶę¬ŅIī¦Ą─øQ▓▀ų¦│ųĪŻų╗ėą½@Ą├øQ▓▀īėĄ─┤¾┴”ų¦│ų║═ģfš{Ż¼▓┼─▄┤_▒ŻĒŚ─┐│╔╣”īŹ╩®ĪŻ
b.ĒŚ─┐īŹ╩®╩Ūę╗éĆķLŲ┌Ą─╣żū„ĪŻ
Teamcenterę╗¾w╗»ŲĮ┼_Ż¼īŹ╩®│§Ų┌Ą─öĄō■Ęe└█Īó╣”─▄═Ļ╔Ųā×╗»╩Ūę╗éĆķLŲ┌Ą─▀^│╠Ż¼│§Ų┌║▄ČÓĄõą═─Ż░ÕĄ╚┐╔ų▒Įė╩╣ė├Ą─öĄō■║▄╔┘Ż¼┤µį┌š¹éĆŽĄĮyĄ─īŹ╩®║═Ū░Ų┌╣ż│╠ĤĄ─╣żū„▓╗─▄║▄║├Ąž╚┌║ŽĄ╚å¢Ņ}Ż¼ų╗ėąų▒├µ║═ĮŌøQĖ„ĘNå¢Ņ}Ż¼ę╗¾w╗»ŲĮ┼_▓┼─▄Ą├ęį═Ļ╔ŲĪŻ
c.łFĻĀĮ©įOĪŻ
į┌īŹ╩®▀^│╠ųąŻ¼ąĶę¬╝╝ąg┴”┴┐ą█║±Ą─╣®æ¬╔╠Ą─ų¦│ųŻ¼ķ_╩╝īŹ╩®Ą─Ģr║“Ż¼Ų¾śIā╚▓┐Ą─╣ż│╠Ĥ▓╗Š▀éõīŹ╩®Įø“×║═Č■┤╬ķ_░l─▄┴”Ż¼ąĶę¬ĮY║ŽŲ¾śIĄ─īŹ█`╣▓═¼ķ_░l║══Ļ╔ŲĪŻ═¼Ģrę¬ĮY║Ž╣ż│╠Ĥūį╝║Ą─╣żū„┴„│╠Ż¼ųžęĢ┼Óė¢Ż¼ÅŖ╗»▓┘ū„ĪŻ
4 ĮY╩°šZ
═©▀^ī”Ė▀╦┘äė▄ćĮM╗∙ė┌ę╗¾w╗»ŲĮ┼_Ž┬Ą─ĮYśŗ╗»╣ż╦ćįOėŗĄ─蹊┐Ż¼ęÄĘČ┴╦«aŲĘįOėŗ┼c╣ż╦ćįOėŗĄ─▓óąąģf═¼įOėŗŻ¼į┌Įyę╗öĄō■į┤Ž┬╣żū„Ż¼īŹ¼F┴╦öĄō■Ą─╣▓ŽĒ║═öĄō■Ą─Ė▀ą¦æ¬ė├Ż¼×ķ╣ż╦ćų¬ūRĄ─Ęe└█╠ß╣®┴╦╗∙ĄAŲĮ┼_ĪŻ═©▀^ŽĄĮyī”Ė„ĘN╣ż╦ć┘Yį┤Ą─ėąą¦╣▄└ĒŻ¼╠ßĖ▀┴╦╣ż╦ćįOėŗĄ─š²┤_ąįĪóęÄĘČąį║═ą¦┬╩ĪŻ╩╣ė├ĮYśŗ╗»╣ż╦ćöĄō■ĮM┐Śą╬╩ĮŻ¼×ķŽ┬ė╬ERPĪóMESĄ╚ŽĄĮy╠ß╣®║ŽĖ±Ą─╗∙ĄAöĄō■│╔×ķ┐╔─▄Ż¼īŹ¼F┴╦ŽĄĮyķgĄ─Šo├▄╝»│╔ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌TeamcenterĄ─äė▄ćĮM▄ć¾w╣ż╦ćįOėŗ蹊┐╝░æ¬ė├
▒Š╬─ŠWųĘŻ║http://www.hanmeixuan.com/html/solutions/14019311835.html