4.3 ╣żū„ųąą─
╣żū„ųąą─╩Ūė├ė┌╔·«a«aŲĘĄ─╔·«a┘Yį┤Ż¼░³└©ÖCŲ„Īó╚╦║═įOéõŻ¼╩ŪĖ„ĘN╔·«a╗“š▀╝ė╣żå╬į¬Ą─┐éĘQĪŻ╣żū„ųąą─ī┘ė┌─▄┴”Ą─ĘČ«Ā╝┤ėŗäØĄ─ĘČ«ĀŻ¼Č°▓╗ī┘ė┌╣╠Č©┘Y«a╗“š▀įOéõ╣▄└ĒĄ─ĘČ«ĀĪŻę╗éĆ╣żū„ųąą─┐╔ęį╩Ūę╗┼_įOéõĪóę╗ĮM╣”─▄ŽÓ═¼Ą─įOéõĪóę╗Ślūįäė╔·«aŠĆĪóę╗éĆ░ÓĮMĪóę╗ēKčb┼õ├µĘe╗“š▀╩Ū─│ĘN╔·«aå╬ę╗«aŲĘĄ─ĘŌķ]▄ćķgĪŻī”ė┌═Ōģf╣żą“Ż¼ī”æ¬Ą─╣żū„ųąą─ät╩Ūę╗éĆģfū„å╬╬╗Ą─┤·╠¢ĪŻ
│²┤╦ų«═ŌŻ¼╣żū„ųąą─▀Ć┐╔ęįĘ┤ė││╔▒ŠĘČ«ĀĄ─Ė┼─ŅĪŻę╗éĆ╝ė╣ż╝■Ą─╣ż╦ć┬ĘŠĆł¾Ėµųąę╗░Ń├┐ę╗Ą└╣żą“ī”æ¬ę╗éĆ╣żū„ųąą─Ż¼Ą½ėąą®ŪķørŻ¼ę▓┐╔ęįÄūéĆ▀B└m╣żą“ī”æ¬═¼ę╗éĆ╣żū„ųąą─(▀@ĘNŪķør═∙═∙│÷¼Fį┌čb┼õ╣żū„ųąą─)ĪŻ╣ż╝■Įø▀^├┐ę╗éĆ╣żū„ųąą─ę¬░l╔·┘Mė├Ż¼«a╔·│╔▒ŠĪŻ▀@┐╔═©▀^╣żū„ųąą─Ą─│╔▒ŠöĄō■║═╣ż╦ć┬ĘŠĆųąŽÓæ¬Ą─╣żĢrČ©Ņ~üĒėŗ╦ŃĪŻ
╣żū„ųąą─Ą─ā╚╚▌æ¬░³└©╣żū„ųąą─Ą─ŠÄ┤aĪó├¹ĘQ║═╦∙ī┘▓┐ķTŻ¼┤╦═Ō▀Ćæ¬ėąęįŽ┬ā╔ŅÉöĄō■ĒŚĪŻ
1. šf├„╔·«a─▄┴”Ą─Ė„ĒŚöĄō■
╣żū„ųąą─Ą──▄┴”ė├ę╗Č©Ģrķgā╚═Ļ│╔Ą─╣żū„┴┐╝┤«a│÷┬╩üĒ▒Ē╩ŠĪŻ╣żū„┴┐┐╔▒Ē╩Š×ķś╦£╩╣żĢröĄĪŻ╣żū„ųąą─░³└©╚ńŽ┬öĄō■ĒŚŻ║├┐░Ó┐╔ė├Ą─╚╦åTöĄĪóÖCŲ„öĄĪóÖCŲ„Ą─å╬┼_Č©Ņ~Īó├┐░Ó┐╔┼┼«aĄ─ąĪĢröĄĪóę╗╠ņķ_äėĄ─░Ó┤╬Īó╣żū„ųąą─Ą─└¹ė├┬╩Īó╣żū„ųąą─Ą─ą¦┬╩Īó╩ŪʱĻPµI┘Yį┤ĪóŲĮŠ∙┼┼ĻĀĢrķgĄ╚ĪŻė╔┤╦Ż¼┐╔ėŗ╦Ń│÷Ż║
╣żū„ųąą─Ą─Ņ~Č©─▄┴”ŻĮ├┐╚š╣żū„░Ó┤╬öĄĪ┴├┐░Ó╣żū„ąĪĢrĪ┴╣żū„ųąą─ą¦┬╩Ī┴╣żū„ųąą─└¹ė├┬╩(╣żĢr/╚š)
ŲõųąŻ║
![]()
![]()
╩Įųąą¦┬╩┼c╣ż╚╦╝╝ąg╦«ŲĮ║═įOéõ╩╣ė├─ĻŽ▐ėąĻPĪŻ└¹ė├┬╩┼cįOéõĄ─═Ļ║├┬╩Īó╣ż╚╦│÷Ū┌┬╩Īó═Ż╣ż┬╩Ą╚ę“╦žėąĻPŻ¼Š∙╩ŪĮyėŗŲĮŠ∙ųĄĪŻ╣żū„ųąą─Ą─Ņ~Č©─▄┴”æ¬╩Ū─▄│ų└m▒Ż│ųĄ──▄┴”ĪŻ×ķ╩╣╣żū„ųąą─Ą─Ņ~Č©─▄┴”┐╔┐┐ėąą¦Ż¼ąĶę¬Įø│Ż┼cīŹļH─▄┴”▒╚▌^Ż¼ė├īŹļH─▄┴”üĒą▐š²ĪŻ╣żū„ųąą─Ą─īŹļH─▄┴”ę▓ĘQ▒Ē¼F─▄┴”Ż¼╩Ū═©▀^ėøõø─│╣żū„ųąą─į┌ÄūéĆĢrģ^ā╚Ą─«a│÷Ū¾ŲĮŠ∙ųĄĄ─ĘĮĘ©ėŗ╦ŃĄ─ĪŻ
2. ėŗ╦Ń│╔▒Šė├Ą─Ė„ĒŚöĄō■
╚ńå╬╬╗ĢrķgĄ─┘M┬╩(╣żĢr╗“ÖCĢr┘M┬╩ĪóķgĮė┘M┬╩Ą╚)Īó╣ż╚╦╚╦öĄĪó╝╝ągĄ╚╝ēĄ╚ĪŻ
╣żū„ųąą─ėą╚²éĆū„ė├ĪŻ
(1)ū„×ķŲĮ║Ō╚╬äšžō║╔┼c╔·«a─▄┴”Ą─╗∙▒Šå╬į¬ĪŻ▀\ąą─▄┴”ąĶŪ¾ėŗäØ(CRP)Ģręį╣żū„ųąą─×ķėŗ╦Ńå╬į¬ĪŻĘų╬÷CRPł╠ąąŪķørĢrę▓╩Ūęį╣żū„ųąą─×ķå╬į¬▀Mąą═Č╚ļ/«a│÷Ęų╬÷ĪŻ
(2)ū„×ķ▄ćķgū„śIĘų┼õ╚╬äš║═ŠÄ┼┼įö╝Ü▀MČ╚Ą─╗∙▒Šå╬į¬ĪŻ┼╔╣żå╬╩Ū░┤├┐éĆ╣żū„ųąą─üĒšf├„╚╬䚥─ā׎╚Ēśą“Ą─ĪŻ
(3)ū„×ķėŗ╦Ń╝ė╣ż│╔▒ŠĄ─╗∙▒Šå╬į¬ĪŻėŗ╦Ń┴Ń╝■╝ė╣ż│╔▒ŠŻ¼╩Ūęį╣żū„ųąą─öĄō■ėøõøųąĄ─å╬╬╗Ģrķg┘M┬╩(į¬/╣żĢr╗“┼_Ģr)│╦ęį╣ż╦ć┬ĘŠĆöĄō■ėøõøųąš╝ė├įō╣żū„ųąą─Ą─ĢrķgČ©Ņ~Ą├│÷Ą─ĪŻ
Č©┴x╣żū„ųąą─╩Ūę╗ĒŚ╝Üų┬Ą─╗∙ĄA╣żū„Ż¼Č©┴x╣żū„ųąą─Ą─ĻPµI╩Ū┤_▒Ż╣żū„ųąą─Ą─äØĘų┼c╣▄└Ē▒ŠŲ¾śI╦∙ąĶĄ─┐žųŲ│╠Č╚╝░ėŗäØ─▄┴”ŽÓ▀mæ¬ĪŻę“┤╦Ż¼äØĘųĄ─įŁätæ¬─▄╩╣╣żū„ųąą─ŲĄĮ╔Ž╩÷╚²éĆū„ė├ĪŻī”ę╗ą®┐╔─▄ą╬│╔Ų┐Ņi╣żą“Ą─╣żū„ųąą─▒žĒÜå╬¬Üś╦ūRĪŻī”─ŪĘN┐╔─▄ėąČÓéĆ╣żą“į┌ę╗éĆ╣╠Č©╣żū„Ąž³c═¼Ģr╣żū„Ą─ŪķørŻ¼╚ń║ĖĮėčb┼õŻ¼ę¬╔„ųžčąŠ┐╣żū„ųąą─Ą─äØĘųĪŻ═¼ę╗ą═╠¢Ą─ÖC┤▓╚¶ą┬┼f│╠Č╚▓╗═¼▓óė░Ēæ╣żū„ą¦┬╩ĢrŻ¼æ¬ėą╦∙ģ^äeŻ¼▓╗ę¬äØ×ķę╗éĆ╣żū„ųąą─ĪŻī”╣ż╦ć┬ĘŠĆųąĄ─═Ōģf╣żą“Ż¼╚ńŪ░╦∙╩÷Ż¼ę¬īóŽÓæ¬Ą─═Ōģfå╬╬╗ū„×ķę╗éĆ╣żū„ųąą─üĒ╠Ä└ĒŻ¼▓óĮ©┴óŽÓæ¬Ą─ėøõøĪŻ▓╔ė├│╔ĮM╝╝ągŻ¼╚¶Ė╔ÖC┤▓ĮM│╔ę╗éĆ│╔ĮMå╬į¬Ż¼ėą└¹ė┌║å╗»╣żū„ųąą─Ą─äØĘų║═─▄┴”ėŗäØĪŻ
╣żū„ųąą─Ą─öĄō■═©│Żę¬Ū¾▒M┴┐£p╔┘ūāĖ³Ż¼Ą½ėąĢrūāĖ³ę▓╩Ū▒žę¬Ą─ĪŻ╚ńą┬Ą─╣ż╦ć┬ĘŠĆĪó╔·«a▀^│╠ęį╝░ī”ą¦┬╩║═└¹ė├┬╩Ą─š{š¹Č╝╩Ūę²Ų╣żū„ųąą─öĄō■š{š¹Ą─ę“╦žĪŻ
4.4 ╣ż╦ć┬ĘŠĆ
╣ż╦ć┬ĘŠĆ╩Ūšf├„Ė„ĒŚūįųŲ╝■Ą─╝ė╣żĒśą“║═ś╦£╩╣żĢrČ©Ņ~Ą─╬─╝■Ż¼ę▓ĘQ×ķ╝ė╣ż┬ĘŠĆĪŻ╣ż╦ć┬ĘŠĆ╩Ūę╗ĘNėŗäØ╬─╝■Č°▓╗╩Ū╣ż╦ć╬─╝■ĪŻ╦³▓╗įö╝Üšf├„╝ė╣ż╝╝ągŚl╝■║═▓┘ū„ę¬Ū¾Ż¼Č°ų„꬚f├„╝ė╣ż▀^│╠ųąĄ─╣żą“Ēśą“║═╔·«a┘Yį┤Ą╚ėŗäØą┼ŽóĪŻ
╣ż╦ć┬ĘŠĆ╬─╝■ų„ę¬░³└©╚ńŽ┬öĄō■ĒŚŻ║╣żą“╠¢Īó╣żū„├Ķ╩÷Īó╦∙╩╣ė├Ą─╣żū„ųąą─ĪóĖ„ĒŚĢrķgČ©Ņ~(╚ń£╩éõĢrķgĪó╝ė╣żĢrķgĪóé„╦═ĢrķgĄ╚)Īó═Ōģf╣żą“Ą─Ģrķg║═┘Mė├ĪŻ▀Ć꬚f├„┐╔╣®╠µ┤·Ą─╣żū„ųąą─Īóų„ꬥ─╣ż╦ćčbéõŠÄ┤aĄ╚Ż¼ū„×ķ░lĘ┼╔·«aėåå╬║═š{š¹╣żą“Ą─ģó┐╝ĪŻ▒Ē4.4╩Ūę╗Ę▌╣ż╦ć┬ĘŠĆĪŻ
▒Ē4.4 ╣ż╦ć┬ĘŠĆ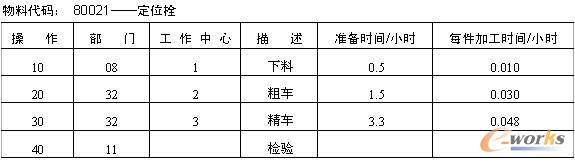
╣ż╦ć┬ĘŠĆ╩Ūųžę¬Ą─╬─╝■Ż¼╦³┤·▒Ēų°ę╗ĒŚū„śIį┌╣żÅS└’Ą─▀\ąąĘĮ╩ĮĪŻ╚ń╣¹šf╬’┴ŽŪÕå╬ė├ė┌├Ķ╩÷╬’┴Ž╩Ū░┤į§śėĄ─īė┤╬ĮYśŗ▀Bį┌ę╗ŲĄ─Ż¼─Ū├┤╣ż╦ć┬ĘŠĆät╩Ū├Ķ╩÷ųŲįņ├┐ę╗ĘN╬’┴ŽĄ─╔·«a▓Į¾E║═▀^│╠Ż¼▓óŪęė├ė┌┤_Č©įö╝ÜĄ─╔·«a▀MČ╚ĪŻ╣ż╦ć┬ĘŠĆĄ─ū„ė├╚ńŽ┬ĪŻ
(1) ėŗ╦Ń╝ė╣ż╝■Ą─╠ßŪ░Ų┌Ż¼╠ß╣®▀\ąąMRPĄ─ėŗ╦ŃöĄō■ĪŻŽĄĮyĖ∙ō■╣ż╦ć┬ĘŠĆ║═╬’┴ŽŪÕå╬ėŗ╦Ń│÷ūŅķLĄ─└█ėŗ╠ßŪ░Ų┌Ż¼▀@ŽÓ«öė┌ŠWĮjėŗäØųąĻPµI┬ĘÅĮĄ─ķLČ╚ĪŻŲ¾śIĄ─õN╩█▓┐ķT┐╔ęįĖ∙ō■▀@éĆą┼Žó═¼┐═æ¶ŪóšäĮ╗žøŲ┌Ž▐ĪŻ
(2)╠ß╣®─▄┴”ąĶŪ¾ėŗäØ(CRP)Ą─ėŗ╦ŃöĄō■ĪŻŽĄĮyĖ∙ō■╣ż╦ć┬ĘŠĆ╬─╝■ųą├┐éĆ╣żū„ųąą─Ą─Č©Ņ~ąĪĢrĪó╣żą“Ą─ķ_╩╝║══Ļ╣ż╚šŲ┌Ż¼ėŗ╦ŃĖ„éĆĢrģ^╣żū„ųąą─Ą─žō║╔ĪŻ
(3)╠ß╣®ėŗ╦Ń╝ė╣ż│╔▒ŠĄ─ś╦£╩╣żĢröĄō■ĪŻ
(4)Ė·█Öį┌ųŲŲĘĪŻ
ī”╣ż╦ć┬ĘŠĆöĄō■£╩┤_ąįĄ─ę¬Ū¾║═╬’┴ŽŪÕå╬ę╗śėŻ¼ę▓æ¬į┌98%ęį╔ŽŻ¼╚ń╣¹╣żą“Ēśą“Õeš`Ż¼╣żĢrČ©Ņ~▓╗£╩Ż¼▒žīóų▒Įėė░ĒæMRP║═CRPĄ─▀\╦ŃĮY╣¹Ż¼įņ│╔╔·«aėåå╬▀^įń╗“▀^▀tŽ┬▀_Ż¼╗“Ž┬▀_öĄ┴┐▓╗£╩ĪŻ╚ń╣¹ę╗ĒŚū„śI│÷¼Fį┌░lĄĮ─│▓┐ķTĄ─┼╔╣żå╬╔ŽŻ¼Č°╩┬īŹ╔Žįōū„śI▓ó▓╗į┌įō▓┐ķTŻ¼╗“ę╗ĒŚū„śIį┌įō▓┐ķTģs▓╗į┌░lüĒĄ─┼╔╣żå╬╔ŽŻ¼╣ż╦ć┬ĘŠĆČ╝┐╔─▄╩ŪÕeš`Ą─Ė∙į┤ĪŻ╣ż╦ć┬ĘŠĆÕeš`▀ĆĢ■ę²Ų╣żū„ųąą─žō║╔▓╗Š∙║ŌŻ¼į┌ųŲŲĘĘeē║Ż¼╬’┴„▓╗Ģ│ęį╝░╝ė╣ż│╔▒Šėŗ╦ŃÕeš`Ą╚å¢Ņ}ĪŻ═©▀^ėŗ╦Ń├┐ų▄Ž┬▀_ĄĮ▄ćķgĄ─╣ż╦ć┬ĘŠĆöĄ║═├┐ų▄╣żķLĘ┤üĄ─Õeš`┬ĘŠĆöĄŻ¼┐╔ęį£y│÷╣ż╦ć┬ĘŠĆ£╩┤_Č╚ĪŻ
ī”įSČÓŲ¾śIüĒšfŻ¼MRP═Č╚ļ▀\ąąų«Ū░Ą─ę╗éĆśO┤¾Ą─šŽĄKŠ═╩ŪąŻš²╣ż╦ć┬ĘŠĆĪŻ┤¾ČÓöĄ╣ż╦ć┬ĘŠĆ╬─╝■┼c80/20įŁ└ĒŽÓĘ¹Ż¼╝┤80%Ą─╗Ņäė░l╔·į┌20%Ą─╣ż╦ć┬ĘŠĆ╔ŽĪŻ╚ń╣¹į┌░▓čbMRPų«Ū░ę¬īó╦∙ėąĄ─╣ż╦ć┬ĘŠĆČ╝▀MąąąŻš²Ż¼ī”įSČÓŲ¾śIüĒšfŻ¼īó╩Ū└¦ļyĄ─Ż¼╚╗Č°į┌MRPĄ─Ä═ų·Ž┬Ż¼ėą┴╦ŪąīŹ┐╔ąąĄ─▐kĘ©ĪŻ
(1)į┌MRPįć³cŪ░Ż¼Öz▓ķ▓󹯚²š╝ėą80%╗ŅäėĄ─20%Ą─╣ż╦ć┬ĘŠĆĪŻ
(2)«öMRPųØu═Č╚ļ▀\ąąĢrŻ¼╩╣ė├ėŗäØŽ┬▀_ėåå╬╠ßŪ░Äūų▄ųĖ├„──Śl╣ż╦ć┬ĘŠĆīó▒žĒÜÖz▓ķ║═ąŻš²ĪŻ
(3)į┌ŠÄųŲ─▄┴”ėŗäØ║═┼╔╣żå╬Ą─įńŲ┌Ż¼æ¬┤_▒Żį┌ūŅĮ³īóė├ĄĮĄ─╣ż╦ć┬ĘŠĆ╩Ūš²┤_Ą─ĪŻ
╣ż╦ć┬ĘŠĆ║═╬’┴ŽŪÕå╬ę╗śėŻ¼═©│Żė╔╣ż│╠įOėŗ▓┐ķTžōž¤Į©┴ó║═ŠSūoŻ¼╚ń╦∙╩╣ė├Ą─╣żū„ųąą─ĪóįOéõ░▓čbĢrķgĪóå╬╝■╔·«aĢrķgČ©Ņ~Ą╚Č╝ė╔╣ż│╠įOėŗ▓┐ķT┤_Č©ĪŻ═¼Ģr▀Ćæ¬Įø│Ż▒╚▌^īŹļH╣żū„║═╣ż╦ć┬ĘŠĆĄ─ł╠ąąŪķørŻ¼ī”╔·«a▀^│╠▀Mąąįö╝ÜīÅ║╦ĪŻėąČÓĘNįŁę“┐╔ę²Ų╣ż╦ć┬ĘŠĆĄ─ūāĖ³Ż¼╚ń«aŲĘ║═╔·«a▀^│╠┐╔─▄Ė─ūāŻ¼įOéõ░▓čbĢrķg║═å╬╝■╔·«aĢrķgś╦£╩┐╔─▄ąĶę¬Ė∙ō■ą┬Ą─▓┘ū„öĄō■╝ėęįš{š¹Ż¼ą┬Ą─«aŲĘ║═ą┬Ą─ĮM╝■┐╔─▄ąĶꬹ┬Ą─╣ż╦ć┬ĘŠĆĪŻ
╣ż╦ć┬ĘŠĆė╔╣ż│╠įOėŗ▓┐ķTĮ©┴ó║═ŠSūoŻ¼ė╔╔·«a▓┐ķT╩╣ė├ĪŻ«öMRP═Č╚ļ▀\ąąų«║¾Ż¼ūī╣żķLĖ∙ō■┼╔╣żå╬ļSĢrł¾Ėµ╦∙░l¼FĄ─╣ż╦ć┬ĘŠĆÕeš`Ż¼Å─Č°▓╗öÓī”╣ż╦ć┬ĘŠĆ╝ėęįŠSūoĪŻī”ė┌╣ż╦ć┬ĘŠĆĄ─ūāĖ³Ż¼æ¬ė╔ā╔éĆ▓┐ķTģf╔╠▀MąąĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║ERPįŁ└Ē┼cæ¬ė├Į╠│╠▀B▌d╚²ŻŁŻŁ╗∙ĄAöĄō■Ī¬Ī¬Ų¾śI▀\ĀIĄ─ĻPµI
▒Š╬─ŠWųĘŻ║http://www.hanmeixuan.com/html/consultation/1082064109.html